Mansioni e competenze nell'era dei prodotti meccanici
<EM>Quando la meccanica dominava nei prodotti per ufficio, agli operai si chiedevano competenze e abilità da artigiano per lavorare la lamiera con cura e precisione</EM>
Prodotti meccanici e ciclo produttivo negli anni '60
Fino alla fine degli anni '60 la produzione Olivetti era fortemente concentrata sui prodotti per ufficio a tecnologia meccanica. L'elettronica aveva fatto irruzione nel business dell'azienda con gli elaboratori della serie Elea (1959), con i componenti elettronici della partecipata SGS, con il calcolatore da tavolo Programma 101 (1965): iniziative e progetti di grande rilievo tecnologico e strategico, ma che in termini di volumi produttivi non intaccavano l'incontrastato dominio delle macchine per scrivere, delle calcolatrici e degli altri prodotti a tecnologia meccanica ed elettromeccanica.
Si trattava di prodotti complessi, formati da un gran numero di parti meccaniche di alta precisione. Il processo produttivo presentava un elevato grado di integrazione verticale: in fabbrica l'attività partiva dalla lamiera e dalle altre materie prime per concludersi con il prodotto finito e collaudato.
Una macchina per scrivere elettrica verso la metà degli anni '60 era formata da circa 800 parti: 70 di lamiera, 136 di torneria, 240 tiranti e molle, 110 tasti e parti in plastica, 45 parti da trafilato e caratteri, 10 parti ottenute per sinterizzazione o fusione. L'ottimizzazione dei costi di produzione e assemblaggio di parti così varie poneva problemi complessi, tanto più che l'esigenza di migliorare continuamente il prodotto, in certi casi motivata dal tentativo di resistere all'emergente concorrenza dell'elettronica, sollecitava la ricerca di lavorazioni sempre più ingegnose ed "estreme" della lamiera, materiale di base per tutti i prodotti meccanici.
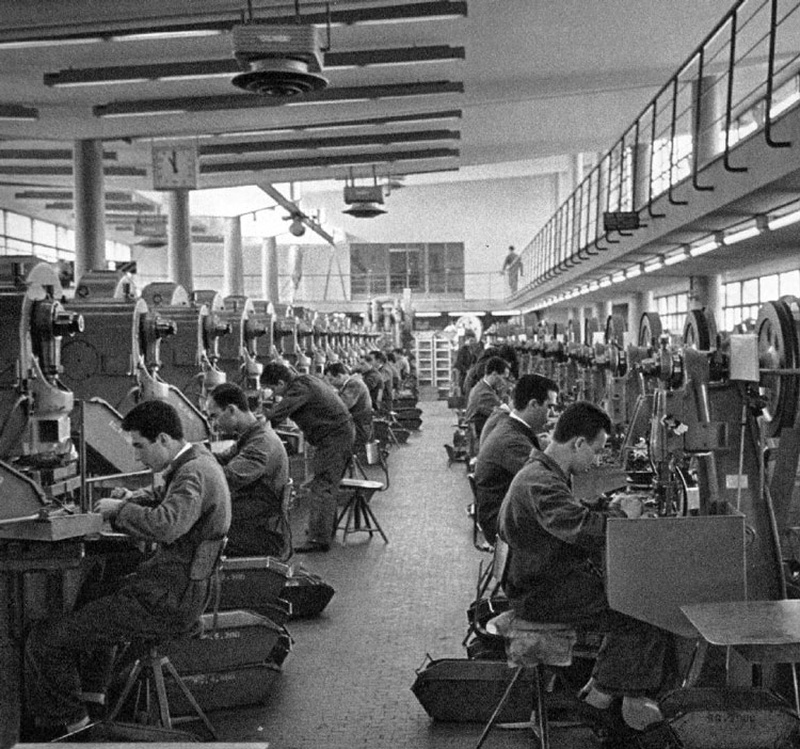
Il contenuto di lavoro del processo produttivo era elevato; secondo stime riferite al 1958 per il 49% era formato da attività di montaggio e per il 51% da operazioni connesse alla produzione delle parti: attrezzaggio, preparazione degli stampi, costruzione e manutenzione di macchine speciali per la produzione e il controllo, ecc.
Responsabilità e competenze di attrezzisti e addetti ai prototipi
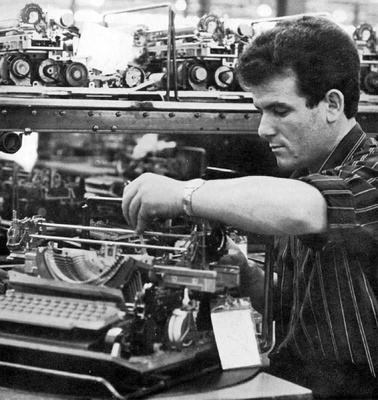
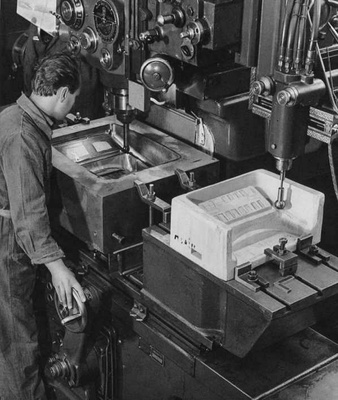
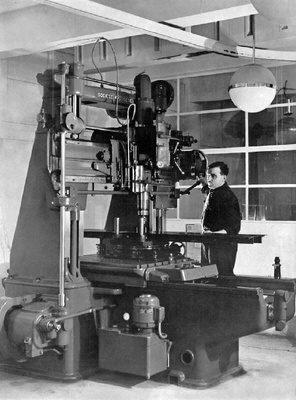
Agli operai addetti alla produzione si richiedeva un'elevata professionalità in particolare nelle fasi di costruzione delle attrezzature e dei prototipi.
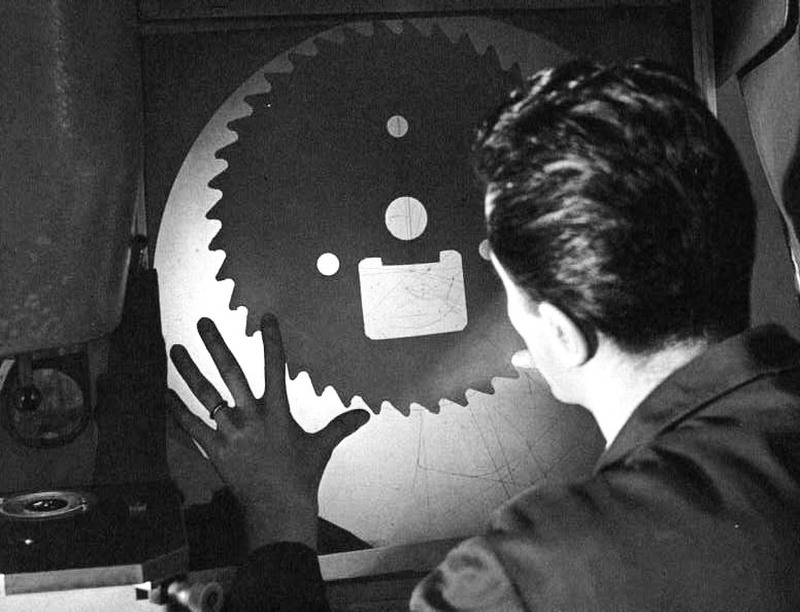
Per ciascuna delle parti principali della macchina era necessario realizzare degli stampi: stampi di tranciatura e piegatura della lamiera, stampi per la formatura per parti in plastica e sinterizzati. Per un nuovo prodotto occorreva in media approntare 5.000 nuove attrezzature.
Il buon funzionamento del prodotto finito era fortemente dipendente dalla precisione con cui venivano realizzate le singole parti ed è evidente quanto fosse determinante la precisione degli stampi. Operai altamente specializzati provvedevano alla costruzione delle parti costituenti lo stampo, nonché all'assiemaggio e alla messa a punto complessiva dello stampo.
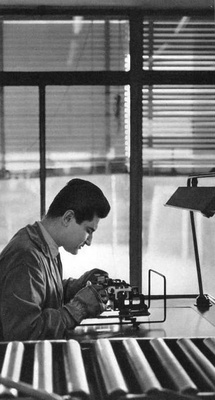
Il compito degli operatori di macchina, che utilizzavano più o meno complesse apparecchiature di precisione, non era puramente esecutivo, anche perché spesso dovevano ingegnarsi a svolgere la lavorazione richiesta partendo da disegni sintetici e con cicli di lavoro non predefiniti.
Ai "banchisti", operai che lavoravano al banco, era affidata la responsabilità del preciso accoppiamento e messa a punto delle parti, per garantire le prestazioni richieste alla macchina.
Un buon attrezzista aveva alle spalle da 5 a 10 anni di lavoro, una buona cultura generale e circa 3.500 ore di corsi di formazione.
Un altro compito di cruciale importanza era quello degli addetti alla realizzazione dei prototipi. In un prodotto meccanico i calcoli preliminari del progettista sono un riferimento importante, ma non danno la certezza che le prestazioni della macchina saranno quelle preventivate. La verifica empirica è un fattore decisivo per valutare la bontà delle soluzioni progettuali.
L'operaio che realizza il prototipo è assai più di un esecutore: spesso deve realizzare delle parti con materiali nuovi, con macchine o processi non sperimentati in precedenza, in tempi molto rapidi. Di fatto, diviene un collaboratore del progettista, ne verifica le idee sul campo, può proporre modifiche e aggiustamenti suggeriti dalla sua conoscenza e dalla sua esperienza.
Operai comuni e operai specializzati insieme nel montaggio
Competenze e grado di specializzazione nelle operazioni di montaggio erano condizionate da fattori di segno diverso. In diversi casi per ridurre i costi il progetto semplificava il disegno e le soluzioni adottate per le singole parti, ma accresceva le responsabilità del montatore. Allo stesso tempo la tendenza all'organizzazione scientifica del lavoro, l'uso di rigorosi sistemi di tempi e metodi, la parcellizzazione delle operazioni e delle mansioni, l'introduzione del cottimo collettivo, la crescente automazione di alcune lavorazioni, consentita dagli sviluppi della tecnologia e da massicci investimenti in macchinari, contribuivano a semplificare molte operazioni.
Sulla linea di montaggio erano perciò presenti sia gli operai comuni e i manovali, incaricati delle operazioni più semplici, sia gli operai qualificati e specializzati a cui venivano affidate delicate operazioni di montaggio e regolazione della macchina.
Il delicato ruolo dei collaudatori
La numerosità e la varietà dei pezzi messi insieme per realizzare il prodotto finito aumentavano il rischio di imperfezioni e malfunzionamenti. Non essendovi la possibilità di collaudo funzionale delle singole parti, verifiche e interventi potevano essere svolti solo alla fine della fase di montaggio. Constatato un qualche difetto, l'operaio riparatore doveva essere in grado rivedere regolazioni e accoppiamenti, agire nei punti cruciali delle catene cinematiche, fino ad ottenere il perfetto funzionamento della macchina.
In fabbrica i riparatori rappresentavano l'élite operaia; spesso approdavano a questa funzione dopo aver fatto esperienza nelle diverse fasi del processo produttivo e quindi dopo aver lavorato come attrezzisti, banchisti o montatori specializzati.
Nel 1958 la forza lavoro operaia della Olivetti era formata per il 53% da operai comuni, per il 7% da manovali e apprendisti; gli operai qualificati rappresentavano il 30%, mentre quelli specializzati e le categorie speciali formavano il restante 10%. Nel corso degli anni '60 si accresceva la presenza degli operai qualificati e specializzati, con vantaggio per la produttività del lavoro e per la qualità e competitività di prodotti che il mercato apprezzava anche per l'eccellenza della tecnologia e del design.
Ma proprio in quegli anni l'esigenza, dovuta a molteplici fattori, di ricomporre le mansioni lavorative, i crescenti investimenti in automazione e soprattutto l'impatto della tecnologia elettronica si apprestavano a rivoluzionare l'organizzazione, le competenze e le mansioni richieste al lavoro in fabbrica.
(liberamente tratto da: Giovanni De Witt, "Dalla meccanica all'elettronica: cronaca di una mutazione genetica", 1997)
Videogallery
Un millesimo di millimetro (1949, 9' 49")
Filmato della "playlist Olivetti" pubblicata su Youtube dall'Archivio Nazionale del Cinema d'Impresa,
a cui l'Associazione Archivio Storico Olivetti ha affidato la conservazione delle sue pellicole storiche.
Al termine del filmato la visione prosegue in modo automatico con i successivi titoli della playlist