Tecnologie di fusione nelle fonderie Olivetti
La fonderia era il cuore pulsante della fabbrica; dalla colata del metallo fuso le macchine cominciavano a prendere forma. Poi, con la plastica e l'elettronica...
Nella fase di maggior sviluppo dei prodotti meccanici, la fonderia della Olivetti, con il suo ambiente di fumi e vapori, con le vampate di calore e il riverbero abbagliante del metallo fuso, era un luogo caratteristico e centrale del processo produttivo. Dalle fonderie uscivano non solo le carrozzerie, ma anche altri componenti di grande importanza per il buon funzionamento delle macchine per scrivere (fianchi, basi portamartelletti, leve, supporti del carrello, ecc.), delle calcolatrici e delle telescriventi: la fonderia doveva perciò operare con elevati livelli di precisione e qualità.
Un articolo di Ermanno Franchetto pubblicato sul numero 44 di Notizie Olivetti nel 1957 fotografa con cura le tecnologie usate nelle Fonderie Olivetti sia per la ghisa che per le leghe leggere. Ne emerge l’immagine di un’organizzazione che si affida a tecnologie ormai note, ma che conduce tutte le operazioni con la massima cura ed efficienza per ottenere il livello qualitativo richiesto dai prodotti della meccanica di precisione.
La fusione della ghisa: il primo impianto
La fonderia della ghisa in Olivetti sorse a Ivrea nel 1922 su iniziativa di Camillo Olivetti, che con altri soci diede vita alla Società Anonima Fonderie Olivetti; vi si fabbricavano vari pezzi del secondo modello di macchina per scrivere Olivetti, la M20. Qualche anno più tardi, nel 1933, la Società veniva inglobata nella Olivetti e diventava uno dei reparti dello stabilimento.
La produzione della ghisa si basa su un procedimento relativamente semplice. Il carbone che brucia riscaldando il minerale di ferro cede ad esso una parte di carbonio; quando la percentuale di carbonio supera l’1,5% (fino al 5%) si formano le ghise; se la percentuale resta al di sotto dell’1,5%, si hanno gli acciai.
Nei primi impianti Olivetti funzionavano due forni a carbone (cubilotti). Mentre il carbone, a strati alterni, fondeva la ghisa, nel salone gli operai preparavano le forme, fatte con una speciale terra a base di argilla naturale mescolata a nero minerale, che consentiva di rilevare anche modelli complessi, con nervature fragili e sottili. La terra, compressa intorno al modello del pezzo da produrre, ne riproduceva fedelmente l’impronta e diventava una forma pronta per essere riempita di ghisa fusa.
Agli inizi la formatura veniva fatta a mano; poi si passò a macchine a scossa e a pressione, azionate ad aria compressa, che premevano la terra intorno ai modelli.
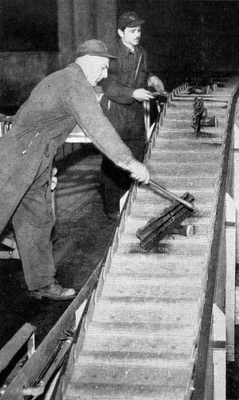
File di forme di terra (le “motte” come erano chiamate in fonderia) si allineavano davanti alle macchine, mentre nel cubilotto fondeva la ghisa. Al momento opportuno, con un colpo di lancia di ferro si rompeva il tappo d’argilla che chiudeva la bocca del forno; la ghisa fusa cominciava a colare e veniva raccolta nelle siviere (recipienti di metallo foderati di materiale refrattario). Ogni siviera era trasportata da due operai che versavano la ghisa fusa nelle forme; per ogni colata erano al lavoro 14 coppie di sivieristi.
A fine giornata, dopo che la ghisa si era raffreddata, i pezzi venivano estratti dalle forme. La terra che li conteneva veniva recuperata, rinnovata e portata alle macchine per una nuova formatura, operazione delicata e importante per la buona riuscita del pezzo da produrre
La nuova fonderia
Nella nuova fonderia aperta dalla Olivetti negli anni ’50 il procedimento della fusione viene migliorato e modernizzato.
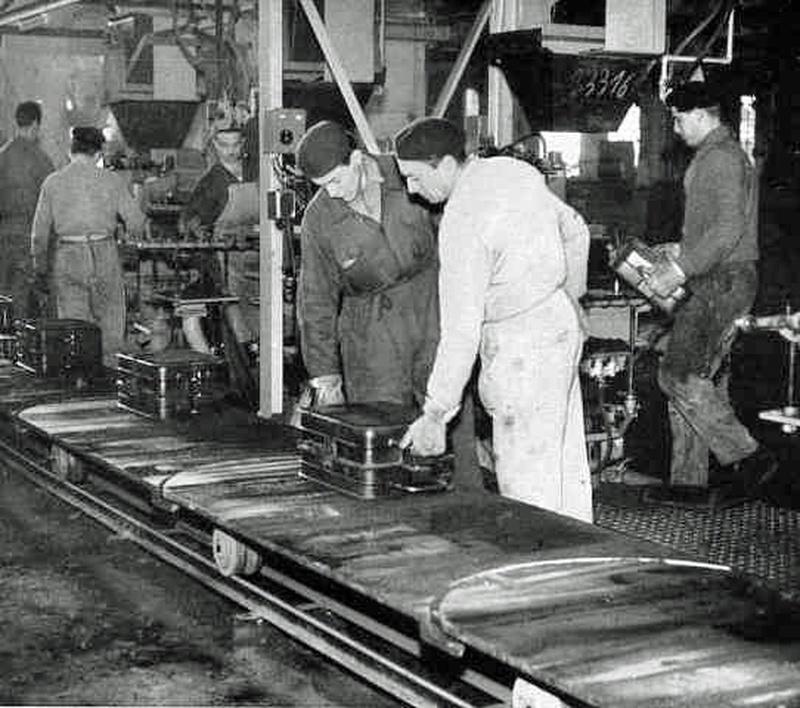
Nel nuovo impianto la terra è fabbricata artificialmente ed è composta da una sabbia speciale, da bentonite e da una certa percentuale di nero minerale: la sabbia è l’elemento coesivo, il nero minerale è quello refrattario. La terra viene accumulata in due grandi silos, da cui esce in modo regolato per finire in una molazza a ciclo continuo che sminuzza e tritura il materiale facendolo poi cadere su un trasportatore a nastro che lo conduce a un disintegratore; questo apparecchio provvede ad aerare il materiale e a renderlo soffice e lavorabile. La terra prosegue quindi il suo viaggio fino alle macchine per la formatura che, in modo automatico, comprimono la terra intorno al modello. Quindi, le forme, separate dal modello mediante l’azione di un vibratore, sono avviate verso la zona della colata su piattaforme metalliche montate su ruote che girano in modo lento, ma continuo su un binario: è il “carosello”, lungo 66 metri, simile ai nastri portabagagli di oggi.
Intanto un forno elettrico fonde la ghisa; con una leva si dà inizio alla colata, la ghisa viene raccolta nelle siviere e viene versata nelle forme. Con un procedimento meccanico si provvede poi a rompere le forme e a liberare il pezzo fuso; la terra viene raccolta, ripulita e rigenerata con una serie di passaggi automatici e torna ad alimentare i silos da cui era partita.
Il nuovo impianto consente lavorazioni più rapide, più precise, con un minor fabbisogno di manodopera (bastano 17 operai) e con una forte riduzione degli scarti.
Conchiglie in giostra
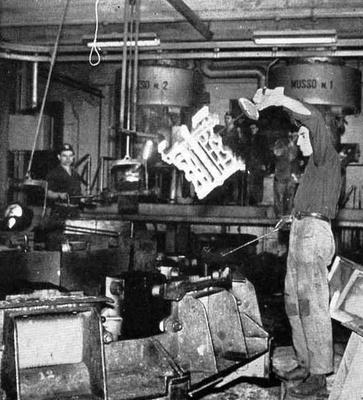
Accanto a questa classica procedura, nella nuova fonderia l’Olivetti adotta anche il metodo della fusione in conchiglia. L’impianto è formato da due cubilotti, che funzionano alternativamente, e dalla “giostra Eaton” che porta 12 conchiglie disposte a cerchio. La conchiglia è in sostanza una forma, ma è fatta di ghisa anziché di terra; è composta da due parti, ciascuna delle quali contiene mezza impronta del pezzo da produrre. Per poter fondere la ghisa entro una forma in ghisa, la conchiglia è rivestita da uno strato di amianto. Quando la conchiglia arriva nella zona di colata, un fonditore la riempie versando nell’apposito canale la ghisa fusa contenuta in una siviera. Una volta svuotata, la siviera torna alla bocca della colata dove si riempie nuovamente in modo automatico.
Quando la ghisa solidifica, la conchiglia si apre automaticamente, il pezzo viene estratto e la conchiglia riprende il suo giro.
Con questo metodo si ottiene una ghisa piuttosto dura, perché il raffreddamento avviene in modo brusco. Per “addolcire” la ghisa, i pezzi prodotti possono essere scaldati in un forno a 800 gradi e poi raffreddati lentamente. Quindi vengono avviati alle prime operazioni di rifinitura mediante sabbiatrici, smerigliatrici, ecc.
La fusione delle leghe leggere
Nel 1953 accanto alla fonderia della ghisa entra in funzione anche un reparto per la lavorazione delle leghe leggere utilizzate per varie parti delle macchine per scrivere: carrozzerie, fiancate, leve e cinematici… La fonderia dispone di tre forni rotanti, di cui due elettrici; la lega più utilizzata, a base di alluminio, rame, silicio e manganese, per la fusione richiede temperature dell’ordine dei 600-650 gradi. La colata avviene in una grande siviera che porta la lega fusa nei “forni di attesa”, dove si prelevano dei campioni per gli esami di laboratorio e dove le scorie che affiorano in superficie vengono schiumate.
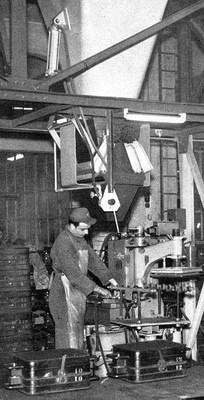
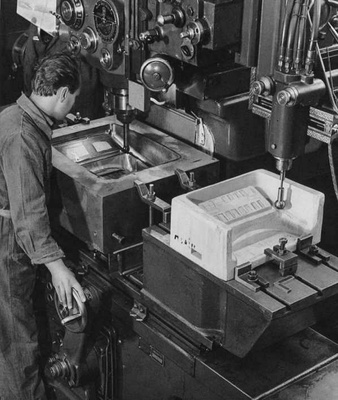
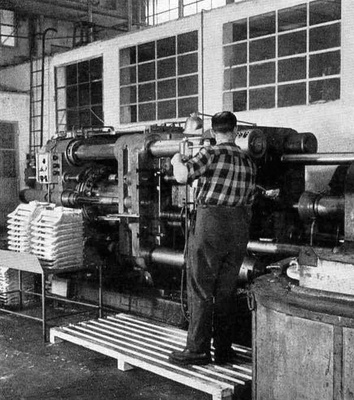
Superato il controllo di qualità, le leghe fuse sono portate nella sala delle macchine per la pressofusione. Un operaio con un grosso cucchiaio preleva la lega dal forno e la versa in un cilindro della macchina; poi aziona un comando che comprime la lega nello stampo, con una pressione regolabile a seconda delle esigenze. Per il raffreddamento bastano pochi secondi; lo stampo si apre e libera il pezzo fuso, pronto per le prime operazioni di rifinitura.
L’attività delle fonderie Olivetti è proseguita negli anni successivi con l’introduzione di vari miglioramenti tecnologici e con una maggiore automazione delle procedure. Ma a partire dagli anni ’60, con l’affermarsi di nuove tecnologie, come la sinterizzazione delle polveri, con i progressi dello stampaggio delle lamiere, con l’invenzione di nuovi materiali plastici, e soprattutto con il passaggio dalla meccanica all’elettronica che riduce drasticamente il fabbisogno di materiali metallici, l’importanza delle fonderie è andata lentamente, ma inesorabilmente diminuendo.